Спирты. Производство этилового спирта из древесины
ЖУРНАЛ ФИЗИЧЕСКОЙ ХИМИИ, 2009, том 83, № 11, с. 2044-2048
ХИМИЧЕСКАЯ КИНЕТИКА И КАТАЛИЗ
УДК 542.941.7
НА НИКЕЛЕВОМ КАТАЛИЗАТОРЕ © 2009 г. Н. В. Лапин, А. Н. Редькин, В. С. Бежок, А. Ф. Вяткин
Российская академия наук,
Институт проблем технологии микроэлектроники и особочистых материалов, Черноголовка Московской области
E-mail: [email protected] Поступила в редакцию 15.07.2008 г.
Показана высокая эффективность никелевого катализатора на $Ю2-носителе в процессе низкотемпературной конверсии этанола с целью получения водорода. Установлено, что из одного моля спирта получается один моль водорода. Отмечено, что данный катализатор не стимулирует реакции ме-танирования и шифт-реакцию.
Вследствие высокой эффективности, высокой плотности тока и низкой рабочей температуры (обычно 80°С) топливные элементы с полимерной протонопроводящей мембраной рассматриваются в настоящее время в качестве одного из наиболее перспективных источников энергии для различных применений. При этом они перспективны и с точки зрения уменьшения выбросов в окружающую среду.
В качестве топлива для этих элементов требуются чистый водород или богатая водородом газовая смесь, которые нуждаются в накоплении и хранении, или могут непосредственно вырабатываться в устройствах, интегрированных непосредственно с топливным элементом. Вследствие отсутствия в настоящее время подходящих накопителей водорода и необходимой инфраструктуры его распределения каталитический реформинг подходящих углеводородов или спиртов с целью получения водорода привлекает все большее внимание. До последнего времени из-за доступности и легкости реформинга метанол рассматривался как основной кандидат для получения водорода. В научной литературе опубликованы неплохие результаты многочисленных исследований в этой области . Однако метанол обладает существенным недостатком - он токсичен. К тому же, вследствие его химической стойкости возникает проблема утилизации метанола.
В последнее время этанол привлекает все большее внимание как перспективный источник водорода для топливных элементов. К тому же, для этой цели возможно использование биоэтанола, который обладает рядом преимуществ: а) он легко доступен, дешев и является возобновляемым источником энергии, б) в противоположность метанолу он не токсичен, в) в отличие от природных углеводородов (бензин и др.) этанол не содержит примесей серосодержащих соедине-
ний, которые (являясь "каталитическими ядами") могут отравлять катализаторы, применяемые при реформинге этанола, и электрокатализаторы топливного элемента.
Изучение конверсии этанола проводилось на различных катализаторах: N1, Со, их сплавах с Си, благородных металлах на различных носителях . Реакция водно-парового реформинга этанола сильно эндотермична и максимальный выход водорода наблюдается при высоких температурах процесса, обычно выше 600°С. Высокая температура процесса способствует образованию большого количества оксида углерода, который отравляет катализатор анода топливного элемента. К тому же при высокой температуре конверсии возникает проблема охлаждения реформата, так как рабочая температура топливного элемента с полимерной мембраной составляет обычно 80°С. При высокой температуре реформинга возникает еще одна проблема - деактивация катализатора из-за высаживания углерода в виде графита или даже нанотрубок .
Катализатор, содержащий Си, предпочтителен для дегидрогенизации, приводящей к образованию больших количеств ацетальдегида . С другой стороны, катализаторы, содержащие N1 и Со, реформируют этанол более эффективно, но приводят к образованию значительного количества СН4 и стимулируют реакции гидрирования СО и СО2, снижающие выход водорода. Потеря активности из-за осаждения углерода представляет дополнительную проблему при использовании этих катализаторов. Катализаторы на основе Си менее эффективны из-за окисления активной фазы . Благородные металлы высокоэффективны при конверсии этанола , однако они дороги и маловероятно, что найдут широкое применение на практике. Природа носителя катализатора также играет роль в селективности образования водоро-
ПОЛУЧЕНИЕ ВОДОРОДА КАТАЛИТИЧЕСКИМ ПИРОЛИЗОМ ЭТАНОЛА
Рис. 1. Схема экспериментальной установки; 1 - реактор, 2 - печь, 3 - катализатор, 4 - перистальтический насос Патрикеева, 5 - ВРТ, 6 - хроматограф.
да. Кислые носители, такие как А1203 стимулируют дегидратацию, в то время как основные носители, такие как М§0, способствуют реакции дегидрогенизации . Лучшие каталитические характеристики с высокой селективностью по водороду и низкой селективностью по нежелательным побочным продуктам демонстрируют катализаторы на таких носителях, как Се02 и Zr02.
В данной работе исследуется известный, однако малоизученный процесс низкотемпературного реформинга этанола с целью получения водорода. Из литературы известно, что низкотемпературный реформинг этанола можно разделить на две стадии, хотя возможен и вариант совместного протекания реакций. На первой стадии этанол дегидрогенизируется с образованием аце-тальдегида и водорода. На второй стадии ацеталь-дегид расщепляется на метан и оксид углерода. Далее возможно протекание реакции между оксидом углерода и водой с образованием водорода и диоксида углерода. Катализаторы на основе N1 могут стимулировать эту реакцию . Особенность настоящей работы состоит в том, что в ней исследован процесс низкотемпературного реформинга этанола с участием никелевого катализатора, ранее разработанного нами для пиролитиче-ского синтеза углеродных нанотрубок .
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Исследования проводились на проточной установке (рис. 1), основным элементом которой является цилиндрический микрореактор с внутренним диаметром 6 мм и длиной 70 мм. Реактор помещался в печь с резистивным нагревом, температура которой регулировалась высокоточным регулятором температуры (ВРТ), точность регулировки составляла 1 К. Этанол подавался в реак-
тор перистальтическим насосом Патрикеева или из барботера, который продувался потоком аргона. Температура барботера равнялась комнатной температуре. Расход аргона измерялся ротаметром и изменялся в интервале 10-100 см3/мин. Температура реактора изменялась в пределах 50- 425°С. Загрузка катализатора находилась и интервале 0.06-0.08 г. (вместе с носителем). Высота слоя катализатора в реакторе составляла 40 мм. Поток этанола изменялся от величины 0.12 г/ч (барботер) до 1.5 г/ч (перистальтический насос).
Каталитический материал приготавливали по собственной разработанной методике. Для получения основы беззольную фильтровальную бумагу обрабатывали 20%-ным раствором тетраэток-сисилана в спирте, после чего выдерживали в эксикаторе над 10%-ным водным аммиаком. Процедуру повторяли несколько раз до достижения необходимого привеса массы. Далее материал отжигали на воздухе при 200°С в течение часа, затем температуру поднимали до 700°С и выдерживали в течение 2 ч. В результате волокна целлюлозы полностью выгорали, и получался материал, состоящий из спеченных пористых тонкостенных микротрубок из 8Ю2. Полученную "бумагу" из оксида кремния пропитывали раствором нитрата никеля и далее отжигали при 400°С. Приготовленный таким образом каталитический субстрат обладает развитой поверхностью и хорошей газопроницаемостью. В экспериментах использовали образцы с содержанием №0 25 мас. %.
Первые пробные эксперименты с водно-эта-нольной смесью (мольное отношение вода:этанол 1:1) показали, что на этом катализаторе реакция между монооксидом углерода и водой (шифт-ре-акция) не идет. Поэтому дальнейшие эксперименты проводились только со смесью азеотропного
ЛАПИН и др.
Рис. 2. Зависимость степени превращения этанола (конверсии - а) от температуры процесса. Поток этанола 0.12 г/ч. Загрузка катализатора 0.06 г.
состава этанол (96 мас. %) - вода (4 мас. %). Испарение этой смеси в барботере не приводило к изменению состава смеси, что обеспечивало ее постоянство в течение всего эксперимента. Анализ газовой фазы осуществлялся на газовом хроматографе "Цвет-500". Для этого использовались две колонки: с молекулярными ситами А5 (регистрация простых газов) длиной 2м и с полисорбом-1 длиной 2 м (регистрация этанола, воды и ацетальде-гида). Детектор - катарометр. ИК-спектры выходящих из реактора газов записывали на приборе 8рееогё М82.
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Ранее с использованием ИК-спектроскопии в работе были качественно изучены особенности пиролиза паров этанола на катализаторе №0/8Ю2 в проточном реакторе при температуре 550°С. Установлено, что при отсутствии каталитического материала пары этанола, проходя сквозь реактор, практически не разлагаются. При наличии катализатора в ИК-спектре выходящих из реактора газов обнаруживается полоса при 1725 см-1, характерная для альдегидов, а также дублет при 2140 см-1, принадлежащий монооксиду углерода, и интенсивные острые пики при 3020 и 1305 см-1, относящиеся к метану. Кроме того, в спектре выходящих газов дополнительно появляется интенсивная полоса при 2350 см-1, относящаяся к диоксиду углерода.
Процесс пиролиза этанола при 550°С сопровождается интенсивным выделением углеродного волокнистого наноматериала (до 100% по отношению к массе катализатора). Осаждение угле-
Рис. 3. Зависимости доли не прореагировавшего этанола от времени контакта при 375 (1) и 325°С (2). Поток этанола 0.12 г/ч. Загрузка катализатора 0.06 г; сх и с0 - концентрация этанола на выходе из реактора и в исходной смеси соответственно.
рода приводит к дезактивации катализатора и процесс пиролиза быстро затормаживается. При снижении температуры скорость осаждения углерода резко уменьшается (практически до нуля при 350°С). Это обстоятельство позволяет существенно увеличить время работоспособности катализатора. Особенности пиролиза паров этанола на исследуемом катализаторе при температуре ниже 400°С исследованы количественно с использованием метода хроматографии.
На рис. 2 показана степень превращения спирта при различных температурах. Из рис. 2 видно, что процесс пироли
ДЬЯНКОВА Н.Я., ЛАПИН Н.В. - 2012 г.
ВЭЙХАНЬ ВАН, ЛИ БЯНЬ, ЦЮЦЗЮНЬ ЧЖУ, ЧЖЭНЬ ЛИ - 2014 г.
Водород на спиртовке
«Люди гибнут за металл», – пел Ф.И.Шаляпин в роли Мефистофеля в опере Ш.Гуно «Фауст». Сейчас люди гибнут за природные углеводороды в виде нефти. И в то же самое время не хотят взять то, что у них находится буквально под ногами, – имеются в виду неисчерпаемые запасы водорода, «законсервированного» в воде.
Человек давно научился получать водород, однако до сих пор экономически приемлемым является лишь крупнотоннажное производство этого газа, например, для космических челноков, запуск которых осуществляется на «гремучей смеси». Сейчас мир стоит перед той же задачей, что и в начале 1980-х гг., когда производители компьютеров поняли, что их продукция должна стать «персональной».
Загрязнение воздушного бассейна современных городов выхлопными газами автомобилей настолько велико, что на повестке дня давно стоит задача перехода по крайней мере на «гибридные» двигатели, использующие в пределах города в качестве горючего водород. Но трагедия «Челленджера» 1986 г. постоянно напоминает об опасностях, связанных с использованием водорода с этой целью.
Дж.Делуга из Миннесотского университета (США) предложил использовать для получения водорода из этилового спирта (этанола) С 2 Н 5 ОН «самоподогрев», что во многом снимает многочисленные трудности. Очевидно, что из 1 моль этилового спирта, 2 моль воды и 0,5 моль молекулярного кислорода возможно образование 2 моль углекислого газа, который безопасно уходит в атмосферу и легко «утилизируется» растениями, и целых 5 моль водорода:
С 2 Н 5 ОН + 2H 2 O + 0,5O 2 2CO 2 + 5H 2 .
Углекислый газ обязательно надо «отводить», поскольку современные водородные двигатели «на дух не переносят» загрязнения им подаваемого водорода. Допускается лишь несколько частей углекислого газа на миллион частей водорода!
Что же предложил Делуга? Речь идет об использовании родий-цериевого катализатора, который наносится на стенки пористого «реактора» из оксида алюминия. Этанол в реактор подается через специально сконструированную воронку с помощью помпы, напоминающей обычный автомобильный бензонасос.
Подогрев устройства осуществляется за счет сгорания части этанола. Спирт после смешивания с воздухом входит в контакт с нагретым до 700 °С катализатором, и процесс становится самоподдерживающимся.
Контакт смеси с поверхностью катализатора длится не более 10 мс. Равновесие процесса сдвинуто от жидкой фазы к газовой. Кислород в смесь подается для сжигания части спирта, отсюда и эффективность кажущегося таким простым технически процесса. Он призван заменить «классический» процесс получения водорода, при котором требуется внешнее нагревание до 500 °С и использование таких катализаторов, как рутений, никель и лантаноиды, что и требует крупнотоннажного производства, чтобы быть экономически приемлемым.
Новый реактор похож на обычную химическую пробирку достаточно большого размера с длиной не больше длины початка кукурузы. Производство водорода по новому методу безопасно и может быть осуществлено непосредственно на месте, например на той же заправочной станции или в самом автомобиле.
Этанол представляет собой легко возобновляемый ресурс, поскольку его можно производить практически из любого растительного сырья, например пшеницы и свеклы. Сегодня галлон (4,8 л) бразильского этилового спирта, получаемого из кукурузы или сахарного тростника, обходится всего лишь в 50 центов, а, следовательно, баррель (159 л) – всего лишь примерно в 15 долларов, т.е. этанол в несколько раз дешевле нефти и при этом не требует очистки, будучи «чистым» топливом.
Производные углеводородов, в молекулах которых есть одна или несколько гидроксильных групп OH .
Все спирты делятся на одноатомные и многоатомные
Одноатомные спирты
Одноатомные спирты
- спирты, у которых имеется одна гидроксильная группа
.
Бывают первичные, вторичные и третичные спирты:
У первичных спиртов гидроксильная группа находится у первого атома углерода, у вторичных - у второго, и т.д.
Свойства спиртов , которые являются изомерными, во многом похожи, но в некоторых реакциях они ведут себя по-разному.

Сравнивая относительную молекулярную массу спиртов (Mr) c относительными атомными массами углеводородов, можно заметить, что спирты имеют более высокую температуру кипения. Это объясняется наличием водородной связи между атомом H в группе ОН одной молекулы и атомом O в группе -ОН другой молекулы.
При растворении спирта в воде образуются водородные связи между молекулами спирта и воды. Этим объясняется уменьшение объёма раствора (он всегда будет меньше, чем сумма объёмов воды и спирта по отдельности).
Наиболее ярким представителем химических соединений этого класса является этиловый спирт . Его химическая формула C 2 H 5 -OH. Концентрированный этиловый спирт (он же - винный спирт или этанол ) получают из разбавленных его растворов путём перегонки; действует опьяняюще, а в больших доза - это сильный яд, который разрушает живые ткани печени и клетки мозга.
 Муравьиный спирт (метиловый)
Муравьиный спирт (метиловый)
При этом нужно отметить, что этиловый спирт полезен в качестве растворителя, консерванта, средства понижающего температуру замерзания какого-либо препарата. Ещё один не менее известный представитель этого класса - метиловый спирт (его ещё называют - древесный или метанол ). В отличии от этанола метанол смертельно опасен даже в самых малых дозах! Сначала он вызывает слепоту, затем просто "убивает"!
Многоатомные спирты
Многоатомные спирты
- спирты, имеющие несколько гидроксильных групп OH.
Двухатомными спиртами
называются спирты
,содержащие две гидроксильные группы (группа ОН); спирты содержащие три гидроксильные группы - трёхатомные спирты
. В их молекулах две или три гидроксильные группы никогда не оказываются присоединёнными к одному и тому же атому углерода.
 Многоатомный спирт - глицерин
Многоатомный спирт - глицерин
Двухатомные спирты ещё называют гликолями , так как они обладают сладким вкусом, - это характерно для всех многоатомных спиртов
Многоатомные спирты с небольшим числом атомов углерода - это вязкие жидкости, высшие спирты - твёрдые вещества. Многоатомные спирты можно получать теми же синтетическими методами, что и предельные многоатомные спирты .
Получение спиртов
1. Получение этилового спирта (или винный спирт) путём брожения углеводов:
C 2 H 12 O 6 => C 2 H 5 -OH + CO 2
Суть брожения заключается в том, что один из простейших сахаров - глюкоза , получаемый в технике из крахмала, под влиянием дрожжевых грибков распадается на этиловый спирт и углекислый газ. Установлено, что процесс брожения вызывают не сами микроорганизмы, а выделяемые ими вещества - зимазы . Для получения этилового спирта обычно используют растительное сырьё, богатое крахмалом: клубни картофеля, хлебные зёрна, зёрна риса и т.д.
2. Гидратация этилена в присутствии серной или фосфорной кислоты
CH 2 =CH 2 + KOH => C 2 H 5 -OH
3. При реакции галогеналканов со щёлочью:
4. При реакции окисления алкенов

5. Гидролиз жиров: в этой реакции получается всем известный спирт - глицерин

Кстати, глицерин входит в состав многих косметических средств как консервант и как средство, предотвращающее замерзание и высыхание!
Свойства спиртов
1) Горение : Как и большинство органических веществ спирты горят с образованием углекислого газа и воды:
C 2 H 5 -OH + 3O 2 -->2CO 2 + 3H 2 O
При их горении выделяется много теплоты, которую часто используют в лабораториях (лабораторные горелки). Низшие спирты горят почти бесцветным пламенем, а у высших спиртов пламя имеет желтоватый цвет из-за неполного сгорания углерода.
2) Реакция со щелочными металлами
C 2 H 5 -OH + 2Na --> 2C 2 H 5 -ONa + H 2
При этой реакции выделяется водород и образуется алкоголят натрия. Алкоголяты похожи на соли очень слабой кислоты, а также они легко гидролизуются. Алкоголяты крайне неустойчивы и при действии воды - разлагаются на спирт и щелочь. Отсюда следует вывод, что одноатомные спирты не реагируют со щелочами!
3) Реакция с галогеноводородом
C 2 H 5 -OH + HBr --> CH 3 -CH 2 -Br + H 2 O
В этой реакции образуется галогеноалкан (бромэтан и вода). Такая химическая реакция спиртов обусловлена не только атомом водорода в гидроксильной группе, но и всей гидроксильной группой! Но эта реакция обратима: для её протекания нужно использовать водоотнимающее средство, например серную кислоту.
4) Внутримолекулярная дегидратация (в присутствии катализатора H 2 SO 4)
В этой реакции при действии концентрированной серной кислоты и при нагревании происходит . В процессе реакции образуется непредельный углеводород и вода.
Отщепление атома водорода от спирта может происходить в его же молекуле (то есть происходит перераспределение атомов в молекуле). Эта реакция является межмолекулярной реакцией дегидратации
. Например, так:
В процессе реакции происходит образование простого эфира и воды.
Если добавить к спирту карбоновую кислоту, например уксусную, то произойдёт образование простого эфира. Но сложные эфиры менее устойчивы, чем простые эфиры. Если реакция образования простого эфира почти необратима, то образование сложного эфира - обратимый процесс. Сложные эфиры легко подвергаются гидролизу, распадаясь на спирт и карбоновую кислоту.
6) Окисление спиртов.
Кислородом воздуха при обычной температуре спирты не окисляются, но при нагревании в присутствии катализаторов идёт окисление. Примером может служить оксид меди (CuO), марганцовка (KMnO 4), хромовая смесь. При действии окислителей получаются различные продукты и зависят от строения исходного спирта. Так, первичные спирты превращаются в альдегиды (реакция А), вторичные - в кетоны (реакция Б), а третичные спирты устойчивы к действию окислителей.
Что касается многоатомных спиртов
, то они имеют сладковатый вкус, но некоторые из них ядовиты. Свойства многоатомных спиртов
похожи на одноатомные спирты
, при этом различие в том, что реакция идёт не по одной к гидроксильной группе, а по нескольким сразу.
Одно из основных отличий - многоатомные спирты
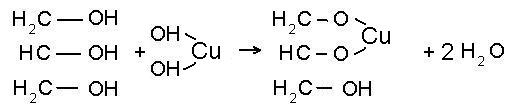
легко вступают в реакцию гидроксидом меди. При этом получается прозрачный раствор ярко сине-фиолетового цвета. Именно этой реакцией можно выявлять наличие многоатомного спирта в каком-либо растворе.
Взаимодействуют с азотной кислотой:

С точки зрения практического применения наибольший интерес представляет реакция с азотной кислотой. Образующийся нитроглицерин и динитроэтиленгликоль используют в качестве взрывчатых веществ, а тринитроглицерин - ещё и в медицине, как сосудорасширяющее средство.
Этиленгликоль
Этиленгликоль - типичный представитель многоатомных спиртов . Его химическая формула CH 2 OH - CH 2 OH. - двухатомный спирт. Это сладкая жидкость, которая способно отлично растворяться в воде в любых пропорциях. В химических реакциях может участвовать как одна гидроксильная группа (-OH), так и две одновременно.

Этиленгликоль - его растворы - широко применяются как антиобледенительное средство (антифризы ). Раствор этиленгликоля замерзает при температуре -34 0 C, что в холодное время года может заменить воду, например для охлаждения автомобилей.
При всей пользе этиленгликоля нужно учитывать, это это очень сильный яд!
Все мы видели глицерин . Он продаётся в аптеках в тёмных пузырьках и представляет собой вязкую бесцветную жидкость, сладковатую на вкус. - это трёхатомный спирт . Он очень хорошо растворим в воде, кипит при температуре 220 0 C.
Химические свойства глицерина во многом сходны со свойствами одноатомных спиртов, но глицерин может реагировать с гидроксидами металлов (например, гидроксидом меди Cu(OH) 2), при этом образуются глицераты металлов - химические соединения, подобные солям.
Реакция с гидроксидом меди - типовая для глицерина. В процессе химической реакции образуетс ярко-синий раствор глицерата меди
Эмульгаторы
Эмульгаторы - это высшие спирты , эфиры и другие сложные химические вещества, которые при смешивании с другими веществами, например жирами , образуют стойкие эмульсии. Кстати, все косметические средства также являются эмульсиями! В качестве эмульгаторов часто используют вещества, представляющие собой искусственный воск (пентол, сорбитанолеат), а также триэтаноламин, лицетин.
Растворители
Растворители - это вещества, используемые в основном для приготовления лаков для волос и ногтей. Они представлены в небольшой номенклатуре, так как большинство таких веществ легко воспламенимо и вредно для организма человека. Наиболее распространённым представителем растворителей является ацетон , а также амилацетат, бутилацетат, изобутилат.
Есть также вещества, называемые разбавители . Они, в основном применяются вместе с растворителями для приготовления различных лаков .
Гидролиз полисахаридов растительной ткани в холодной воде практически не наблюдается. При повышении температуры воды выше 100° гидролиз полисахаридов протекает, но настолько медленно, что практического значения такой процесс не имеет. Удовлетворительные результаты получаются только при применении катализаторов, из которых производственное значение имеют лишь сильные минеральные кислоты: серная и реже соляная. Чем выше концентрация сильной кислоты в растворе и температура реакции, тем быстрее протекает гидролиз полисахаридов до моносахаридов. Однако присутствие таких катализаторов имеет и отрицательную сторону, так как они одновременно с реакцией гидролиза полисахаридов ускоряют и реакции распада моносахаридов, соответственно снижая этим их выход.
При распаде гексоз в этих условиях вначале образуется окси — метилфурфурол, который быстро разлагается далее с образованием конечных продуктов: левулиновой и муравьиной кислот. Пентозы в этих условиях превращаются в фурфурол.
В связи с этим, чтобы получить из полисахаридов растительной ткани моносахариды, необходимо обеспечить наиболее благоприятные условия для реакции гидролиза и максимально сократить возможности дальнейшего распада образующихся моносахаридов.
В этом заключается задача, которую решают исследователи и производственники при выборе оптимальных режимов гидролиза.
Из большого числа возможных вариантов концентрации кислоты и температуры реакции в настоящее время практически применяются только два: гидролиз разбавленными кислотами и гидролиз концентрированными кислотами. При гидролизе разбавленными кислотами температура реакции обычно составляет 160-190° и концентрация катализатора в водном растворе колеблется от 0,3 до 0,7% (H2S04, НС1).
Реакцию проводят в автоклавах под давлением 10-15 атм. При гидролизе концентрированными кислотами концентрация серной кислоты обычно составляет 70-80%, а соляной 37-42%. Температура реакции в этих условиях 15-40°.
Снизить потери моносахаридов легче при гидролизе концентрированными кислотами, вследствие чего выход сахара при этом методе может достигать почти теоретически возможного, т, е. 650-750 кг из 1 т абсолютно сухого растительного сырья.
При гидролизе разбавленными кислотами снизить потери моносахаридов вследствие их разложения значительно труднее и поэтому практически выход моносахаридов в этом случае обычно не превышает 450-500 кг из 1 г сухого сырья.
Ввиду малых потерь сахара при гидролизе концентрированными кислотами получающиеся водные растворы моносахаридов - гидролизаты отличаются повышенной чистотой, что имеет большое значение при их последующей переработке.
Серьезным недостатком методов гидролиза концентрированными кислотами до последнего времени был большой расход минеральной кислоты на тонну получаемого сахара, что приво дило к необходимости регенерации части кислоты или использования ее в других производствах; это осложняло и удорожало строительство и эксплуатацию таких заводов.
Большие трудности возникали также при подборе для аппаратуры материалов, стойких в агрессивных средах. По этой причине основная масса действующих в настоящее время гидролизных заводов была построена по методу гидролиза разбавленной серной кислотой.
Первый опытный гидролизно-спиртовый завод в СССР был пущен в январе 1934 г. в г. Череповце. Исходные показатели и технический проект этого завода были разработаны кафедрой гидролизных производств Ленинградской лесотехнической академии в 1931 -1933 гг. На основе данных эксплуатации опытного завода было начато строительство в СССР промышленных гид — ролизно-спиртовых заводов. Первый промышленный гидролизно — спиртовый завод был пущен в Ленинграде в декабре 1935 г. Вслед за этим заводом в период 1936-1938 гг. вошли в строй Бобруйский, Хорский и Архангельский гидролизно-спиртовые заводы. Во время второй мировой войны и после нее было построено много больших заводов в Сибири и на Урале. В настоящее время проектная мощность этих заводов в результате совершенствования технологии перекрыта в 1,5-2 раза.
Основным сырьем для этих заводов является хвойная древесина в виде опилок и щепы, поступающая с соседних лесопильных заводов, где ее получают путем измельчения в рубительных машинах отходов лесопиления - горбыля и рейки. В отдельных случаях измельчают и хвойные дрова.
Схема получения моносахаридов на таких заводах представлена на рис. 76.
Измельченная хвойная древесина со склада сырья по транспортеру 1 поступает в направляющую воронку 2 и далее в горло-
|
|

Вину гидролизаппарата 3. Это вертикальный стальной цилиндр с верхним и нижним конусами и горловинами. Внутреннюю поверхность такого гидролизаппарата покрывают кислотоупорными керамическими или графитовыми плитками или кирпичом, укрепленным на слое бетона толщиной 80-100 мм. Швы между плитками заполняются кислотоупорной замазкой. Верхняя и нижняя горловины гидролизаппарата с внутренней стороны защищены от действия горячей разбавленной серной кислоты слоем кислотоупорной бронзы. Полезный объем таких гидролизаппа — ратов обычно составляет 30-37 At3, но иногда применяются также гидролизаппараты объемом 18, 50 и 70 м3. Внутренний диаметр таких гидролизаппаратов составляет около 1,5, а высота 7-13 м. В верхний конус гидролизаппарата во время гидролиза по трубе 5 подается нагретая до 160-200° разбавленная серная кислота.
В нижнем конусе установлен фильтр 4 для отбора полученного гидролизата. Гидролиз в таких аппаратах производится периодически.
Как уже указывалось выше, гидролизаппарат загружают измельченным сырьем через направляющую воронку. При загрузке сырья через трубу 5 поступает нагретая до 70-90° разбавленная серная кислота, которая смачивает сырье, способствуя его уплотнению. При таком методе загрузки в 1 м3 гидролизаппарата помещается около 135 кг опилок или 145-155 кг Щепы, в пересчете на абсолютно сухую древесину. По окончании загрузки содержимое гидролизаппарата подогревается острым паром, поступающим в нижний конус его. Как только будет достигнута температура 150-170°, в гидролизаппарат по трубе 5 начинает поступать 0,5-0,7’%-пая серная кислота, нагретая до 170-200°. Одновременно образующийся гидролизат через фильтр 4 начинает выводиться в испаритель б. Реакция гидролиза в гидролизаппарате продолжается от 1 до 3 часов. Чем короче время гидролиза, тем выше температура и давление в гидролизаппарате.
В процессе гидролиза полисахариды древесины переходят в соответствующие моносахариды, растворяющиеся в горячей разбавленной кислоте. Для предохранения этих моносахаридов от разложения при высокой температуре содержащий их гидролизат непрерывно в течение всей варки выводят через фильтр 4 И быстро охлаждают в испарителе 6. Так как по условиям процесса гидролизуемое растительное сырье. в гидролизаппарат" все время должно быть залито жидкостью, заданный уровень е поддерживается горячей кислотой, поступающей по трубе 5,
Такой метод работы носит название перколяция. Чем быст рее идет перколяция, т. е. чем быстрее через гидролизаппарат протекает горячая кислота, тем быстрее образующийся сахар выводится из реакционного пространства и тем меньше он разлагается. С другой стороны, чем быстрее идет перколяция, тем больше расходуется на варку горячей кислоты и тем меньше получается концентрация сахара в гидролизате и соответственно больше расход пара и кислоты на варку.
Практически для получения достаточно высоких выходов сахара (при экономически приемлемой концентрации его в гидролизате) приходится выбирать некоторые средние условия пер — коляции. Обычно останавливаются на выходе сахара в 45-50% от веса абсолютно сухой древесины при концентрации сахара в гидролизате 3,5-3,7 % — Эти оптимальные условия реакции соответствуют отбору через нижний фильтр из гидролизаппара — та 12-15 м3 гидролизата на 1 т абсолютно сухой древесины, загруженной в гидролизаппарат. Количество гидролизата, отбираемого за варку на каждую тонну гидролизуемого сырья, называют гидромодулем вытекания, и он является одним из основных показателей примененного на заводе режима гидролиза.
В процессе перколяции между верхней и нижней горловинами гидролизаппарата возникает некоторая разность давлений, способствующая сжатию сырья по мере растворения содержащихся в нем полисахаридов.
Сжатие сырья приводит к тому, что в конце варки остающийся нерастворенным лигнин занимает объем около 25% начального объема сырья. Поскольку по условиям реакции жидкость должна покрывать сырье, уровень ее в процессе варки соответственно снижается. Контроль за уровнем жидкости в процессе варки осуществляется при помощи весомера 30, показывающего изменение суммарного веса сырья и жидкости в гидролиз — аппарате.
По окончании варки в аппарате остается лигнин, содержащий на 1 кг сухого вещества 3 кг разбавленной серной кислоты, на-^ гретой до 180-190°.
Из гидролизаппарата лигнин выгружают в циклон 22 по тру^ бе 21. Для этой цели быстро открывают клапан 20, соединяющий внутреннее пространство гидролизаппарата с циклоном 22. Благодаря быстрому снижению давления между кусочками лигнина содержащаяся в нем перегретая вода мгновенно вскипает, образуя большие объемы пара. Последний рвет лигнин и увлекает его в виде взвеси по трубе 21 в циклон 22. Труба 21 подходит к циклону по касательной, благодаря чему струя пара с лигнином, врываясь в циклон, движется вдоль стенок, совер — шая вращательное движение. Лигнин центробежной силой отбрасывается к боковым стенкам и, теряя скорость, падает на дно циклона. Освобожденный от лигнина пар через центральную трубу 23 выбрасывается в атмосферу.
Циклон 22 обычно представляет собой вертикальный сталь-‘ ной цилиндр объемом около 100 м3, снабженный боковой дверцей 31 и вращающейся мешалкой 25, которая помогает при выгрузке лигнина со дна циклона на ленточный или скребковый транспортер 24.
Для предохранения от коррозии внутренняя поверхность циклонов иногда защищается слоем кислотоупорного бетона Как уже указывалось выше, в процессе перколяции в верхний конус гидролизаппарата подается нагретая разбавленная серная кислота. Ее приготовляют путем смешивания в кислотоупорном смесителе 17 перегретой воды, подаваемой по трубе 28, с холодной концентрированной серной кислотой, поступающей из мерного бачка 19 через поршневой кислотный насос 18.
Поскольку холодная концентрированная серная кислота слабо корродирует железо и чугун, эти металлы широко используют для изготовления баков, насосов и трубопроводов, предназначенных для ее хранения и транспортировки к смесителю. Аналогичные материалы применяются и для подвода перегретой йоды к смесителю. Для защиты стенок смесителя от коррозии Применяют фосфористую бронзу, графит или пластическую массу - фторопласт 4. Последние два используются для внутренней футеровки смесителей и дают наилучшие результаты.
Готовый гндролизат из гидролизаппарата поступает в испаритель 6 высокого давления. Это - стальной сосуд, работающий под давлением и футерованный внутри керамическими плитками, как и гидролизаппарат. В верхней части испарителя емкостью 6-8 ж3 имеется крышка. В испарителе поддерживается давление на 4-5 атм ниже, чем в гидролизаппарате. Благодаря этому попадающий в него гидролизат мгновенно вскипает, частично испаряясь, и охлаждается до 130-140°. Образующийся пар отделяется от капель гидролизата и по трубе 10 поступает в решофер (теплообменник) 11, где конденсируется. Частично охлажденный гидролизат из испарителя 6 по трубе 7 поступает в испаритель 8 низкого давления, где охлаждается до 105-110° в результате вскипания при более низком давлении, обычно не превышающем одной атмосферы. Образующийся в этом испарителе пар по трубе 14 подается во второй решофер 13, где также конденсируется. Конденсаты из решоферов 11 и 13 содержат 0,2-0,3% фурфурола и используются для его выделения на специальных установках, которые будут рассмотрены ниже.
Тепло, содержащееся в паре, который выходит из испарителей 6 и 8, используется для нагрева воды, поступающей в смеситель 17. Для этой цели из бака 16 оборотной воды насосом 1Ь Теплую воду, полученную из ректификационного отделения гидролизного завода, подают в решофер низкого давления 13, где она нагревается с 60-80° до 100-110°. Затем по трубе 12 подогретая вода проходит решофер высокого давления 11, где паром при температуре 130-140° подогревается до 120-130°. Дальше температуру воды повышают до 180-200° в водогрейной колонне 27. Последняя представляет собой вертикальный стальной цилиндр с дном и верхней крышкой, рассчитанными на рабочее давление 13-15 атм.
Пар в водогрейную колонку подают по вертикальной трубе 26, на конце которой укреплены 30 горизонтальных дисков 2Ь. Пар из трубы 26 проходит через щели между отдельными дисками в колонну, заполненную водой. Последняя непрерывно подается в колонну через нижний штуцер, смешивается с паром, нагревается до заданной температуры и по трубе 28 поступает в смеситель 17.
Гидролизаппараты устанавливают на специальном фундаменте в ряд по 5-8 шт. На больших заводах число их удваивают и устанавливают их в два ряда. Трубопроводы для гидролизата изготовляют из красной меди или латуни. Арматура, состоящая из вентилей и клапанов, изготовляется из фосфористой или паспортной бронзы.
Описанный выше способ гидролиза является периодическим. В настоящее время испытываются новые конструкции гидролпз — аппаратов непрерывного действия, в которые при помощи специальных питателей непрерывно подается измельченная древесина, непрерывно удаляется лигнин и гидролизат.
Ведутся также работы по автоматизации гидролизаппаратов периодического действия. Это мероприятие позволяет более точно соблюдать заданный режим варки и одновременно облегчает труд варщиков.
Кислый гидролизат из испарителя низкого давления 8 (рис. 76) по трубе 9 подают в аппаратуру для его последующей переработки. Температура такого гидролизата 95-98°. В нем содержится (в %):
Серной кислоты. . . ……………………………………………………………………………………………….. 0,5 -0,7:
Гексоз (глюкоза, манноза, галактоза)………………………………………………………….. 2,5 -2,8;
Пентоз (ксилоза, арабиноза)…………………………………………………………………………. 0,8 -1,0;
Летучих органических кислот (муравьиная, уксусная) …………………………….. 0,24-0,30;
Нелетучих органических кислот (левулиновая) . . 0,2 -0,3;
Фурфурола………………………………………………………………………………………………………. 0,03-0,05;
Оксиметилфурфурола……………………………………………………………………………………. 0,13-0,16;
Метанола. ……………………………………………………………………………………………………….. 0,02-0,03
В гидролизатах присутствуют также коллоидные вещества (лигнин, декстрины), зольные вещества, терпены, смолы и т. д. Содержание моносахаридов в растительных гидролизатах при точных химических исследованиях устанавливают путем количественной бумажной хроматографии.
В заводских лабораториях при массовых экспрессных определениях Сахаров используется способность их в щелочной среде восстанавливать комплексные соединения окиси меди с образованием закиси меди:
2 Си (ОН)2 Си5 О + 2 Н2 О + 02.
По количеству образующейся закиси меди вычисляется со — i-фжание моносахаридов в растворе.
Такой метод определения Сахаров является условным, так Как одновременно с моносахаридами окись меди восстанавливают в закись также фурфурол, оксиметилфурфурол, декстрины, коллоидный лигнин. Эти примеси мешают определению истинного содержания сахара в гидролизатах. Общая ошибка здесь достигает 5-8%. Поскольку поправка на эти примеси требует большой затраты труда, ее обычно не делают, а полученные сахара в отличие от моносахаридов называют редуцирующими веществами или сокращено РВ. В заводских условиях учет количества вырабатываемого сахара в гидролизате учитывают в тоннах РВ.
Для получения этилового спирта гексозы (глюкоза, манноза и галактоза) сбраживают спиртообразующими дрожжами - сахаромицетами или шизосахаромицетами.
Суммарное уравнение спиртового брожения гексоз
C(i Hf, 06 — 2 С2 НГ) ОН + 2 С02 Гексоза этиловый спирт
Показывает, что при этом процессе теоретически на каждые 100 кг сахара должно получаться 51,14 кг, или около 64 л 100%-ного этилового спирта и около 49 кг углекислоты.
Таким образом, при спиртовом брожении гексоз получается почти в равных количествах два основных продукта: этанол и углекислота. Для осуществления этого процесса горячий кислый гидролизат должен быть подвергнут следующей обработке.:
1) нейтрализации; 2) освобождению от взвешенных твердых частиц; 3) охлаждению до 30°; 4) обогащению гидролизата необходимыми для жизнедеятельности дрожжей питательными веществами.
Кислый гидролизат имеет рН=1 -1,2. Среда, пригодная для брожения, должна иметь рН = 4,6-5,2. Чтобы придать гидро — лизату необходимую кислотность, содержащиеся в нем свободную серную и значительную часть органических кислот необходимо нейтрализовать. Если все кислоты, содержащиеся в гидролизате, условно выразить в серной кислоте, то ее концентрация составит около 1%. Остаточная кислотность гидролизата при рН = 4,6-5,2 составляет около 0,15%.
Поэтому для получения в гидролизате необходимой концентрации ионов водорода, в нем должно быть нейтрализовано 0,85% кислот. При этом полностью нейтрализуется свободная серная, муравьиная и часть уксусной. Остаются свободными левулиновая кислота и небольшая часть уксусной.
Нейтрализуют гидролизат известковым молоком, т. е. суспензией гидрата окиси кальция в воде с концентрацией 150-200 г СаО в литре.
Схема приготовления известкового молока представлена нм рис. 77.
 Негашеную известь СаО непрерывно подают в загрузочную воронку вращающегося известегасительного барабана 34.
Одновременно в барабан подают необходимое количество воды. При вращении барабана негашеная известь, связывая воду, переходит в гидрат окиси кальция. Последний диспергируется в воде, образуя суспензию. Не прореагировавшие куски извести отделяются в конце барабана от известкового молока и сбрасываются в вагонетку. Известковое молоко вместе с песком протекает по трубе в отделитель песка 35.
Последний представляет собой горизонтально расположенное железное корыто с поперечными перегородками и продольным валом с лопастями.
Негашеную известь СаО непрерывно подают в загрузочную воронку вращающегося известегасительного барабана 34.
Одновременно в барабан подают необходимое количество воды. При вращении барабана негашеная известь, связывая воду, переходит в гидрат окиси кальция. Последний диспергируется в воде, образуя суспензию. Не прореагировавшие куски извести отделяются в конце барабана от известкового молока и сбрасываются в вагонетку. Известковое молоко вместе с песком протекает по трубе в отделитель песка 35.
Последний представляет собой горизонтально расположенное железное корыто с поперечными перегородками и продольным валом с лопастями.
Известковое молоко в этом аппарате медленно течет справа налево и далее по трубе 36 сливается в сборник 2.
Песок медленно оседает между перегородками отделителя песка и при помощи медленно вращающихся лопаток удаляется из аппарата. Перед поступлением известкового молока в нейтрализатор его смешивают с заданным количеством сернокислого аммония, раствор которого поступает из бачка 37. При смешении известкового молока с сернокислым аммонием протекает реакция
Са (ОН)3 + (NH4)2 S04-> CaS04 + 2 NH, ОН, в результате которой часть извести связывается серной кислотой сернокислого аммония и образуются кристаллы плохо растворимого двухводного сернокислого кальция CaS04-2H20. Одновременно образуется аммиак, остающийся в известковом молоке в растворенном состоянии.
Присутствующие в известковом молоке мелкие кристаллы гипса при последующей нейтрализации являются центрами кристаллизации образующегося гипса и предохраняют от образования пересыщенных растворов его в нейтрализованном гидролизате. Это мероприятие имеет важное значение при последующей отгонке спирта из бражки, так как пересыщенные растворы гипса в бражке вызывают гипсацию бражных колонн и быстро выводят их из строя. Такой метод работы получил название нейтрализации с направленной кристаллизацией гипса.
Одновременно с известковым молоком в нейтрализатор 5 Подаются слабокислый водный экстракт суперфосфата из мерника-бачка 38.
Соли даются в нейтрализатор из расчета 0,3 кг сернокислого аммония и 0,3 кг суперфосфата на 1 м3 гидролизата.
Нейтрализатор 5 (емкостью 35-40 м 3) представляет собой стальной бак, футерованный кислотоупорными керамическими плитками и снабженный вертикальными мешалками и тормозными лопатками, укрепленными неподвижно на стенках бака. Нейтрализация на гидролизных заводах ранее производилась периодически. В настоящее время она вытесняется более совершенной непрерывной нейтрализацией. На рис. 77 приведена последняя схема. Процесс осуществляется в двух последовательно соединенных нейтрализаторах 5 и 6, имеющих одинаковое устройство. Кислый гидролизат по трубе 1 непрерывно подается в первый нейтрализатор, куда одновременно поступают известковое молоко и питательные соли. Контроль за полнотой нейтрализации производят путем измерения концентрации ионов водорода при помощи потенциометра 3 с сурьмяным или стеклянным электродом 4. Потенциометр непрерывно записывает рН гидролизата и автоматически регулирует его в заданных пределах, посылая электрические импульсы реверсивному мотору, соединенному с запорной арматурой на трубе, подающей известковое молоко в первый нейтрализатор. В нейтрализаторах сравнительно быстро протекает реакция нейтрализации и относительно медленно - процесс кристаллизации гипса из пересыщенного раствора.
Поэтому скорость протекания жидкости через нейтрализа — ционную установку обусловлена вторым процессом, требующим для своего окончания 30-40 мин.
По истечении этого времени нейтрализованный гидролизат, называемый «нейтрализатом», поступает в отстойник 7 полунепрерывного или непрерывного действия.
Полунепрерывный процесс состоит в том, что нейтрализат протекает через отстойник непрерывно, а оседающий на дно его гипс удаляется периодически, по мере накопления.
При непрерывной работе отстойника все операции производятся непрерывно. Перед спуском в канализацию шлам 8 в приемнике дополнительно промывается водой. Последний способ из-за некоторых производственных трудностей еще не получил широкого распространения.
Гипсовый шлам из отстойника обычно состоит наполовину из двухводного сернокислого кальция и наполовину из лигнина и гуминовых веществ, осевших из гидролизата. На некоторых гидролизных заводах гипсовый шлам обезвоживают, высушивают и обжигают, превращая в строительный алебастр. Обезвоживают на барабанных вакуум-фильтрах, а высушивают и обжигают во вращающихся барабанных печах, обогреваемых топочными газами.
Нейтрализат, освобожденный от взвешенных частиц, перед брожением охлаждается в холодильнике 10 (рис. 77) с 85 до 30°. Для этой цели обычно применяются спиральные или пластинчатые теплообменники, отличающиеся высоким коэффициентом теплопередачи и небольшими габаритами. При охлаждении из нейтрализата выделяются смолообразные вещества, которые оседают на стенках теплообменников и постепенно загрязняют их. Для чистки теплообменники периодически отключают и промывают 2-4%-ным горячим водным раствором едкого натра, который растворяет смолообразные и гуминовые вещества.
Нейтрализованный, очищенный и охлажденный гидролизат.
Сбраживают древесное сусло специальными акклиматизированными в этой среде спнртообразующими дрожжами. Брожение идет по непрерывному методу в батарее последовательно соединенных бродильных чанов 11 и 12.
Дрожжевая суспензия, содержащая около 80-100 г прессованных дрожжей в литре, подается непрерывным потоком по трубе 15 в дрожжанку 44 и затем в верхнюю часть первого, или головного, бродильного чана 11. В дрожжанку одновременно’ с дрожжевой суспензией подается охлажденное древесное сусло. На каждый кубометр дрожжевой суспензии в бродильный чан поступает 8-10 м3 сусла.
Дрожжинки, содержащиеся в среде гексозных Сахаров, при помощи системы ферментов расщепляют сахара, образуя этиловый спирт и углекислоту. Этиловый спирт переходит в окружающую жидкость, а углекислый газ выделяется на поверхности дрожжинок в виде маленьких пузырьков, которые постепенно’ увеличиваются в объеме, затем постепенно всплывают на поверхность чана, увлекая приставшие к ним дрожжинки.
При соприкосновении с поверхностью пузырьки углекислоты лопаются, а дрожжинки, имеющие удельный вес 1,1, т. е. больший, чем у сусла (1,025), опускаются вниз, пока снова не будут подняты углекислотой на поверхность. Непрерывное движение дрожжинок вверх и вниз способствует перемещению потоков жидкости в бродильном чане, создавая перемешивание или «брожение» жидкости. Выделяющаяся на поверхности жидкости углекислота из бродильных чанов по трубе 13 поступает на установку для получения жидкой или твердой углекислоты, используется для получения химических продуктов (например, мочевины) или выпускается в атмосферу.
Частично сброженное древесное сусло вместе с дрожжами передается из головного бродильного чана в хвостовой чан 12, Где брожение и заканчивается. Поскольку концентрация сахарз в хвостовом чане небольшая, брожение в нем идет менее интенсивно, и часть дрожжей, не успевая образовать пузырьки углекислоты, оседает на дно чана. Чтобы не допустить этого, в хвостовом чане устраивают часто принудительное перемешивание жидкости мешалками или центробежными насосами .
Бродящая или сброженная жидкость называется бражкой. По окончании брожения бражка передается в сепаратор 14, работающий по принципу центрифуги. Попадающая в него бражка вместе со взвешенными в ней дрожжами начинает вращаться со скоростью 4500-6000 оборотов в минуту. Центробежная сила вследствие разности удельных весов бражки и дрожжей разделяет их. Сепаратор делит жидкость на два потока: больший, не содержащий дрожжей, поступает в воронку 16 и меньший, содержащий дрожжи, поступает через воронку в трубу 15. Обычно первый поток в 8-10 раз больше, чем второй. По трубе 15 дрожжевая суспензия возвращается в головной бродильный чан 11 Через дрожжанку 44. Сброшенное и освобожденное от дрожжей сусло собирается в промежуточном сборнике бражки 17.
При помощи сепараторов дрожжи постоянно циркулируют в замкнутой системе бродильной установки. Производительность сепараторов 10-35 м3/час.
Во время брожения и особенно при сепарации часть содержащихся в древесном сусле гуминовых коллоидов коагулируется, образуя тяжелые хлопья, медленно оседающие на дно бродильных чанов. В днищах чанов устроены штуцеры, через которые осадок периодически спускается в канализацию.
Как уже указывалось выше, теоретический выход спирта из 100 кг сброженных гексоз составляет 64 л. Однако практически вследствие образования за счет Сахаров побочных продуктов (глицерин, уксусный альдегид, янтарная кислота и т. д.), а также из-за присутствия в сусле вредных для дрожжей примесей выход спирта составляет 54-56 л.
Для получения хороших выходов спирта необходимо все время дрожжи поддерживать в активном состоянии. Для этого следует тщательно выдерживать заданную температуру брожения, концентрацию водородных ионов, необходимую чистоту сусла и оставлять в бражке перед поступлением ее на сепаратор небольшое количество гексоз, так называемый «недоброд» (обычно не более 0,1 %’ сахара в растворе). Благодаря наличию недоброда дрожжи все время остаются в активной форме.
Периодически гидролизный завод останавливают на планово — предупредительный или капитальный ремонт. В это время дрожжи следует сохранять в живом виде. Для этого суспензию дрожжей при помощи сепараторов сгущают и заливают холодным древесным суслом. При низкой температуре брожение резко замедляется и дрожжи потребляют значительно меньше сахара.
Бродильные чаны емкостью 100-200 м3 обычно изготовляются из листовой стали или, реже, из железобетона. Продолжительность брожения зависит от концентрации дрожжей и составляет от 6 до 10 часов. Необходимо следить за чистотой производственной культуры дрожжей и предохранять ее от инфицирования посторонними вредными микроорганизмами. Для этой цели все оборудование необходимо содержать в чистоте и периодически подвергать стерилизации. Наиболее простым способом стерилизации является пропарка всего оборудования и особенно трубопроводов и насосов острым паром.
По окончании брожения и отделения дрожжей спиртовая бражка содержит от 1,2 до 1,6% этилового спирта и около 1% пентозных Сахаров.
Выделяют спирт из бражки, очищают и укрепляют его в трехколонном брагоректификационном аппарате, состоящем из браж — ной 18, ректификационной 22 и метанольной 28 колонн (рис.77).
Бражка из сборника 17 насосом подается через теплообменник 41 на питающую тарелку бражной колонны 18. Стекая по тарелкам исчерпывающей части бражной колонны вниз, бражка встречает на своем пути поднимающийся вверх пар. Последний, постепенно обогащаясь спиртом, переходит в верхнюю, укрепляющую часть колонны. Стекающая вниз бражка постепенно освобождается от спирта, а затем из кубовой царги колонны 18 по трубе 21 переходит в теплообменник 41, где нагревает поступающую в колонну бражку до 60-70е. Дальше бражку нагревают до 105° в колонне острым паром, поступающим по трубе 20. Освобожденная от спирта бражка называется «бардой». По трубе 42 Барда выходит из бардяного теплообменника 41 и направляется в дрожжевой цех для получения из пентоз кормовых дрожжей. Этот процесс в дальнейшем будет подробно рассмотрен.
Бражная колонна в верхней укрепляющей части заканчивается дефлегматором 19, в котором конденсируются пары ьод — носпиртовой смеси, поступающие с верхней тарелки колонны.
В 1 м3 бражки при температуре 30° растворяется около 1 мъ углекислого газа, образовавшегося при брожении. При нагревании бражки в теплообменнике 41 и острым паром в нижней части бражной колонны растворенная углекислота выделяется и вместе с парами спирта поднимается в укрепляющую часть колонны и далее в дефлегматор 19. Неконденсирующиеся газы отделяются через воздушники, установленные на трубопроводах спиртового конденсата после холодильников. Низкокипящие фракции, состоящие из спирта, альдегидов и эфиров, проходят через дефлегматор 19 и окончательно конденсируются в холодильнике 39у Откуда в виде флегмы стекают обратно в колонну через гидрозатвор 40. Неконденсирующиеся газы, состоящие из углекислого газа, перед выходом из холодильника 39 проходят дополнительный конденсатор или промываются в скруббере водой для улавливания последних остатков спиртовых паров.
На верхних тарелках бражной колонны в жидкой фазе содержится 20-40% спирта.
Конденсат по трубе 25 поступает на питающую тарелку ректификационной колонны 22. Эта колонна работает аналогично бражной колонне, но на более высоких концентрациях спирта. В нижнюю часть этой колонны по трубе 24 подается острый пар, который постепенно вываривает спирт из спиртового конденсата, стекающего в низ колонны. Освобожденная от спирта жидкость, называемая лютером, по трубе 23 уходит в канализацию. Содержание спирта в барде и лютере составляет не более 0,02%.
Над верхней тарелкой ректификационной колонны устанавливается дефлегматор 26. Не сконденсировавшиеся в нем пары окончательно конденсируются в конденсаторе 26а и стекают обратно в колонну. Часть низкокипящих фракций отбирается по трубе 43 в виде эфироальдегидной фракции, которая возвращается в бродильные чаны, если она не имеет применения.
Для освобождения этилового спирта от летучих органических кислот в колонну подается из бака 45 10%-ный раствор едкого натра, который нейтрализует кислоты на средних тарелках укрепляющей части колонны. В средней части ректификационной колонны, где крепость спирта составляет 45-50%, накапливаются сивушные масла, которые отбираются по трубе 46. Сивушные масла представляют собой смесь высших спиртов (бутиловый, пропиловый, амиловый), образовавшихся из аминокислот.
Этиловый спирт, освобожденный от эфиров и альдегидов, а также сивушных масел, отбирается при помощи гребенки с верхних тарелок укрепляющей части ректификационной колонны и по трубе 27 поступает на питающую тарелку метанольной колонны 28. Спирт-сырец, поступающий из ректификационной колонны, содержит около 0,7% метилового спирта, который образовался при гидролизе растительного сырья и вместе с моносахаридами попал в древесное сусло.
При брожении гексоз метиловый спирт не образуется. По техническим условиям на этиловый спирт, вырабатываемый гидролизными заводами, в нем должно содержаться не более 0,1% метилового спирта. Исследования показали, что легче всего метиловый спирт отделяется из спирта-сырца при минимальном содержании в нем воды. По этой причине в метанольную колонну подают спирт-сырец с максимальной крепостью (94-96% этанола). Выше 96%’ этиловый спирт получить на обычных ректификационных колоннах нельзя, так как этой концентрации отвечает состав нераздельнокипящей водоспиртовой смеси.
В метанольной колонне легкокипящей фракцией является метанол, который поднимается в верхнюю часть колонны, укрепляется в дефлегматоре 29 и по трубе 30 сливается в сборники метанольной фракции, содержащей около 80% метанола. Для выпуска товарного 100%-ного метанола устанавливается вторая метанольная колонна, не показанная на рис. 77.
Этиловый спирт, стекая по тарелкам, опускается в нижнюю часть метанольной колонны 28 и по трубе 33 сливается в приемники готовой продукции . Обогревают метанольную колонну глухим паром в выносном подогревателе 31, который установлен таким образом, что по принципу сообщающихся сосудов его межтрубное пространство залито спиртом. Поступающий в подогреватель водяной пар нагревает спирт до кипения и образующиеся спиртовые пары идут на обогрев колонны. Пар, поступающий в подогреватель 31, конденсируется в нем и в виде конденсата подается в сборники чистой воды или сливается в канализацию.
Количество и крепость полученного этилового спирта измеряют в специальной аппаратуре (фонарь, контрольный снаряд, мерник спирта). Из мерника паровым насосом этиловый спирт подают за пределы главного корпуса - в стационарные цистерны, располженные в складе спирта. Из этих цистерн по мере необходимости товарный этиловый спирт переливают в железнодорожные цистерны, в которых отвозят его к местам потребления.
Описанный выше технологический процесс дает возможность получать из 1 т абсолютно сухой хвойной древесины 150-180 л 100%-ного этилового спирта. При этом на 1 дкл спирта расхо
Абсолютно сухой древесины в кг. . . . . 55-66;
TOC o "1-3" h z серной кислоты - моаоидрата в кг … . 4,5;
Извести негашеной, 85%-ной в кг …………………………………………………. 4,3;
Пара технологического 3- и 16-атмосферного
В мегакалориях. ………………………………………………………………………….. 0,17-0,26;
Воды в м3……………………………………………………………………………………………. 3,6;
Элекгрознер в квт-ч. …………………………………………………………………….. 4,18
Годовая производительность гидролизно-спиртового завода средней мощности по спирту составляет 1 -1,5 млн. дал. На этих заводах основным продуктом является этиловый спирт. Как уже указывалось, одновременно с ним из отходов основного производства на гидролизно-спиртовом заводе вырабатывается твердая или жидкая углекислота, фурфурол, кормовые дрожжи, продукты переработки лигнина. Эти производства будут рассмотрены в дальнейшем.
На некоторых гидролизных заводах, получающих в качестве основного продукта фурфурол или ксилит, после гидролиза богатых пентозами гемицеллюлоз остается трудногидролизуемый остаток, состоящий из целлюлозы и лигнина и носящий название целлолигнина.
Целлолигнин может быть гидролизован перколяционным методом, как описано выше, и полученный гексозный гидролизат, обычно содержащий 2-2,5% Сахаров, может быть переработан по описанной выше методике в технический этиловый спирт или кормовые дрожжи. По этой схеме перерабатывается хлопковая шелуха, кукурузная кочерыжка, дубовая одубина, подсолнечная лузга и т. д. Такой производственный процесс является экономически выгодным только при дешевом сырье и топливе.
На гидролизно-спиртовых заводах обычно получается технический этиловый спирт, используемый для последующей химической переработки. Однако в случае необходимости этот спирт
сравнительно легко очищается путем дополнительной ректификации и окисления щелочным раствором перманганата. После такой очистки этиловый спирт вполне пригоден для пищевых целей.
Однако все дело в том, что атомы водорода сцеплены со своими партнерами по этаноловой молекуле сильными химическими связями. Поэтому для расщепления этих молекул приходится пользоваться дорогостоящими катализаторами, содержащими ценные металлы платиновой группы. Стоимость самых эффективных катализаторов на основе родия доходит до 300 тысяч долларов за килограмм." />
Молекула этанола состоит из одного атома кислорода, двух углеродных атомов и шести атомов водорода. Это означает, что в принципе это соединение можно использовать в качестве сырья для промышленного производства водорода, который сейчас считается одним из самых перспективных энергоносителей для транспортных средств двадцать первого столетия.
Однако все дело в том, что атомы водорода сцеплены со своими партнерами по этаноловой молекуле сильными химическими связями. Поэтому для расщепления этих молекул приходится пользоваться дорогостоящими катализаторами, содержащими ценные металлы платиновой группы. Стоимость самых эффективных катализаторов на основе родия доходит до 300 тысяч долларов за килограмм.
Однако прогресс не стоит на месте. Профессор-химик университета штата Огайо Умит Озкан со своими аспирантами разработала альтернативный метод каталитического разложения этанола, который обойдется намного дешевле. Эти исследователи создали порошковый катализатор, для производства которого нужны совсем недорогие компоненты.
Его зерна состоят из окиси церия, кальция и кобальта, который они несут на своей поверхности. Он дает возможность извлекать из этанола не менее 90% его водородного содержимого. Остаток водорода идет на образование метана, который также можно использовать в качестве горючего газа. В ходе этих реакция образуется и углекислый газ, который можно отделить и подвергнуть секвестрации, чтобы не допустить его проникновения в атмосферу.
У нового катализатора есть два важных достоинства. Производство одного килограмма этого продукта обходится всего лишь в 9 долларов. К тому же он работает при сравнительно низких температурах, приблизительно 330 градусов Цельсия, что позволяет экономить энергию, идущую на нагрев реактора. Ученые из Огайо полагает, что с его помощью удастся добывать водород не только из этанола, но и из других жидких углеводородов.










